Warning
You are reading an old version of this documentation. If you want up-to-date information, please have a look at 5.4 .7.2 Hopper Tuning
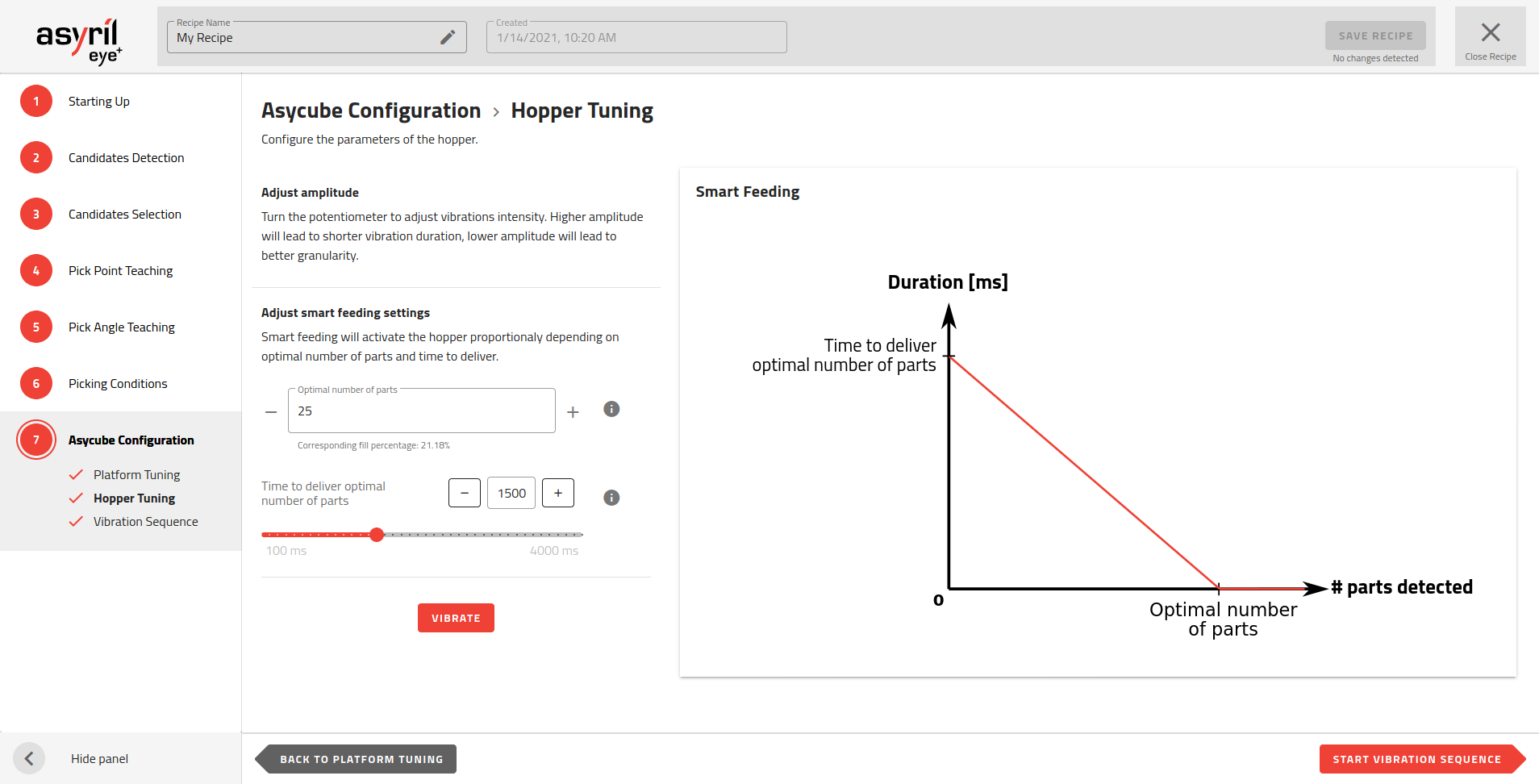
Fig. 123 Asycube Configuration - Hopper Tuning
The hopper vibration must be correctly configured to feed a regular amount of parts on the Asycube plate. You must find a good balance between:
A slow flow that takes too much time to fill the right amount of parts onto the Asycube.
A fast flow that risks overfill of the Asycube.
Set the optimal number of parts
To know what is the optimal number of parts, place some parts in the Asycube randomly distributed and stop adding parts when they start to be too close to each other. Count the parts on the Asycube, this is your optimal number of parts.
Input this number n in EYE+ Studio. This number is necessary for smart feeding.
Important
The optimal number of parts parameter will be used as a reference when activating the hopper during production (see Smart Feeding in the vibration sequence)
Tune hopper vibration amplitude and frequency
For Asycubes 50 and 80, the hopper is integrated into in the Asycube and thus the parameters can be directly tuned from the EYE+ Studio interface. Set the best amplitude and frequency to have an optimal flow of parts.
For Asycubes 240 and bigger, the amplitude of the hopper vibration can only be modified via the external potentiometer. Adjust the potentiometer to the right value to have an optimal flow of parts.
Set the duration of vibration
The number of parts delivered directly correlates to the duration and amplitude of the hopper vibrations. This must be set by trial and error.
First remove all the parts from the Asycube and fill the hopper with parts.
Important
The hopper must be filled as it would be in production.
Start the hopper vibration by clicking on .
Count the parts that fall onto the Asycube. If it is not the optimal number of parts, adapt the duration of vibration and repeat the steps until you get the right amount of parts on the Asycube.
Note
If the time to deliver the optimal number is too long, you may increase the hopper vibration amplitude to increase the speed at which the parts move in the hopper, and then adjust the duration again.
Important
Under standard operation, you will have 4 possible outputs to choose from to plug your hopper into the system. When you have an Asycube 240 with a purging system however, the second output on the Asycube will be needed to operate that system, meaning you will not be able to use it for a hopper. The option will then not be listed as an available output for the hopper. Additionally in this case, any recipe using the output 2 (e.g. imported from another system) will not be valid for production until you select a different output.