警告
これは、古いバージョンのドキュメントです。 最新の情報をご覧になりたい場合は、次をご覧ください。 5.4 .8.1 パージ振動
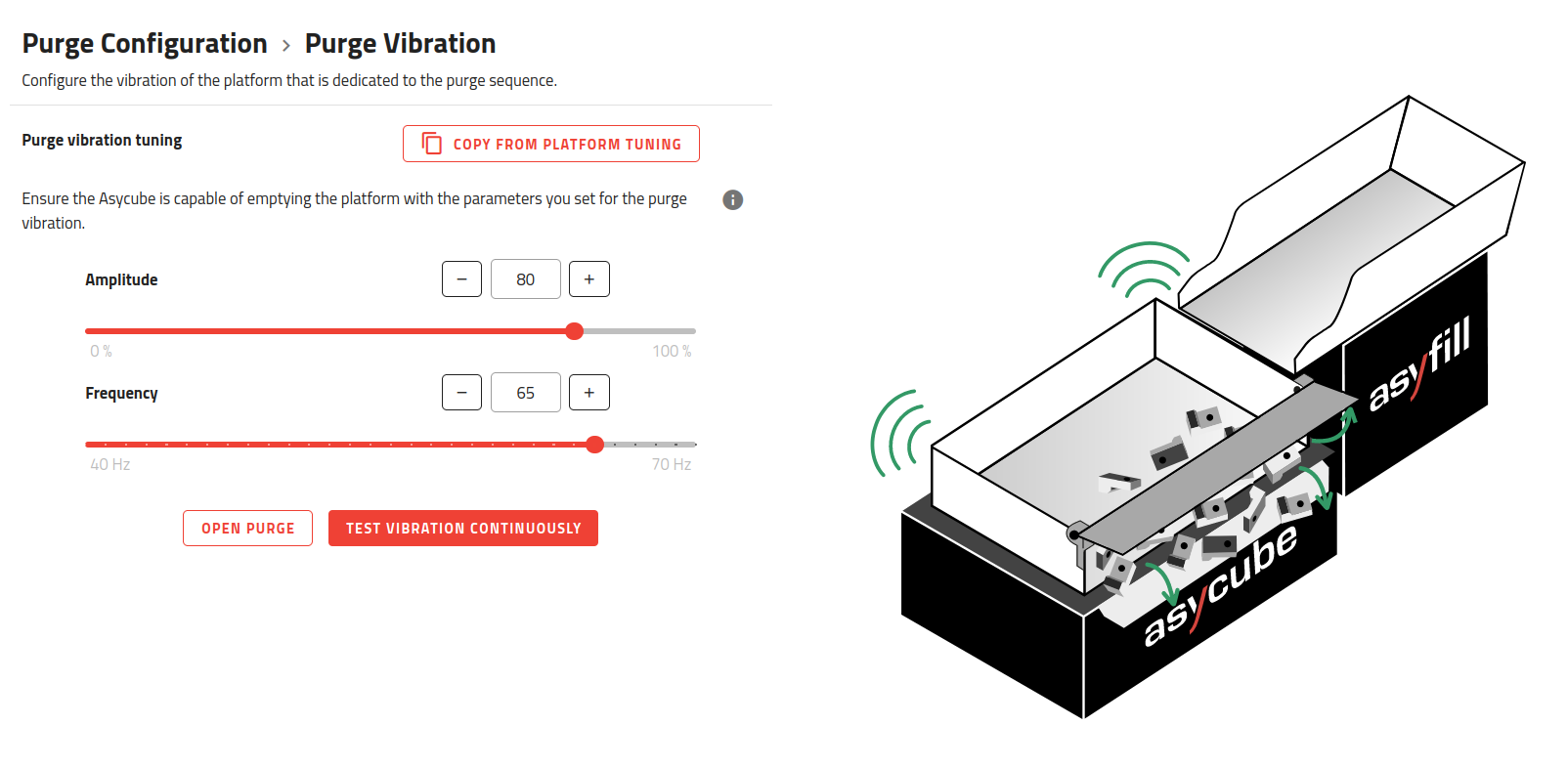
図 147 パージ設定 - 振動調整
パージ振動の設定値を調整する
パージ振動のチューニングは、方向振動と同じ方法で行います。簡単な場合、両方に同じパラメータを使用することができますが、パージ振動は、プラットフォームや部品に応じて、より良いパージやより速いパージを可能にするために、個別に設定することができます。
注釈
をクリックして、対応するプラットフォーム振動からコピーできます。
注釈
高エネルギーモード: 高エネルギーモードは、 Asycube 50/80 では、パージ振動の垂直方向の振幅を大きくすることができます。このモードは、特に構造化プレート上で部品をパージする場合にとても有効的です。
注釈
オフセット: Asycube 530では、左右のアクチュエータ間のオフセットを変更できます。このパラメータは、部品が出口に向かって移動していますが、プラットフォームから離れる直前で停止してしまう場合に有効です。
振動振動をテストする
ボタンをクリックしてチューニングをテストしてください。また、振動している間に、振幅や周波数をさらに微調整することができます。調整が完了したら、 ボタンで振動を停止してください。
注釈
もし 高度なパージ コマンドを使用していないのであれば、 purge <command> <duration> コマンドを使用する際に固定の持続時間を設定する必要があります。
ヒント
フラップが開閉した状態で振動をテストできます。部品がプラットフォームから排出されることを確認するために、フラップを開いた状態でも必ずテストをしてください。フラップの開閉には と ボタンを使います。
重要
フラップが開いているときは、レシピウィザードを終了したり、別のステップに移動したりすることはできません。そうしようとすると、続行する前にフラップを閉じるようシステムから指示されます。