警告
これは、古いバージョンのドキュメントです。 最新の情報をご覧になりたい場合は、次をご覧ください。 5.4 .7.2 ホッパーの調整
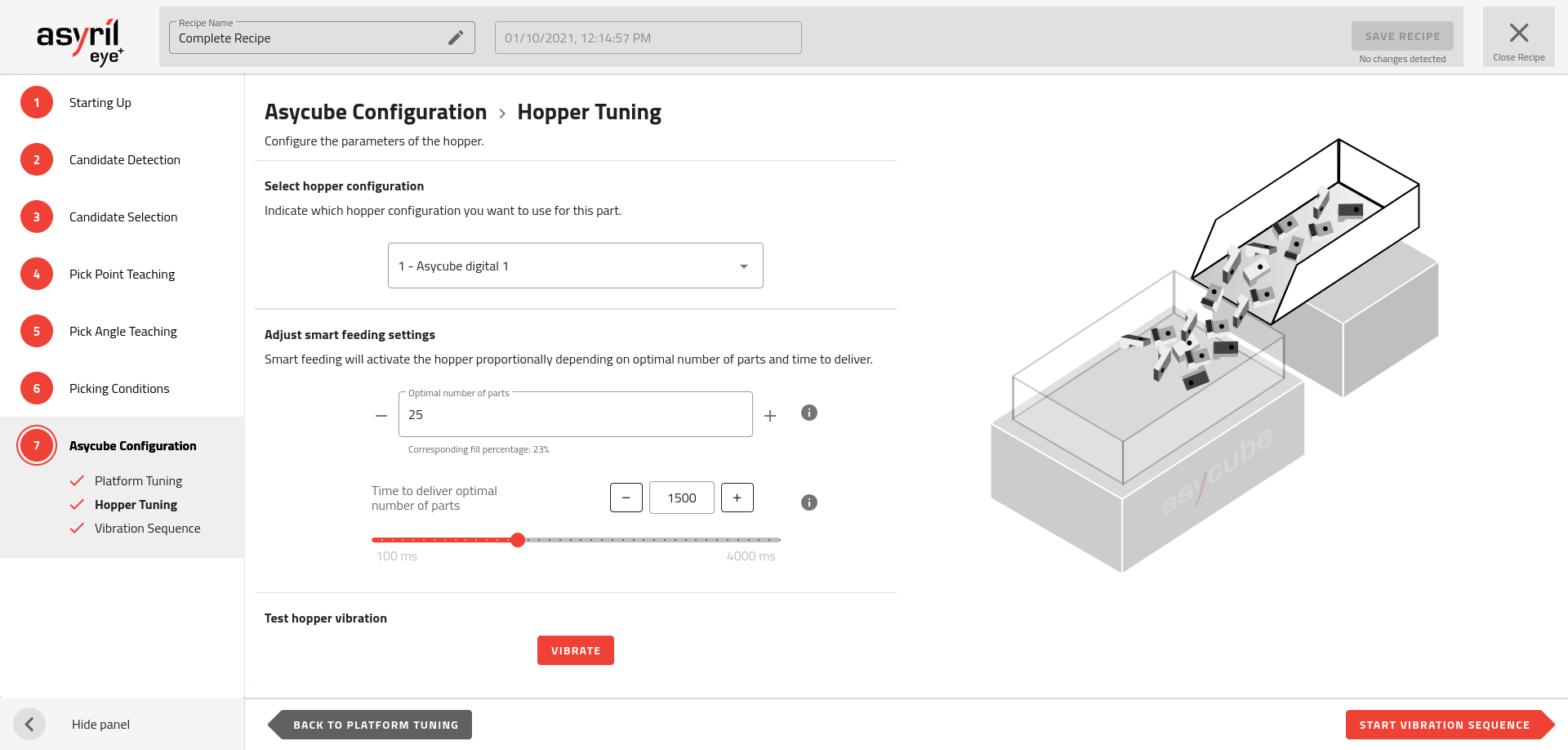
図 138 アジキューブの設定 - ホッパーの調整
アジキューブのプレート上に、規則的の部品数が供給されるように、ホッパーの振動を正しく設定してください。次のことを考慮して、バランスの良い設定値に調整してください。
フロー速度が遅いと、アジキューブ上に適量の部品を充填するには時間がかかりすぎます。
フロー速度が速いと、アジキューブ上に部品が供給されすぎるリスクがあります。
ホッパー・出力調整のパラメータ
アジキューブの型式により、ホッパーが組み込まれているもの( Asycube 50/80 )と、組み込まれていないもの( Asycube 240/380/530 )があります。
Asycube 50/80
Asycube 50/80は、ホッパーが統合されていて、各サイクルで必要な数の部品をプラットフォームに供給して、ロボットがピッキング可能な部品数を確保します。
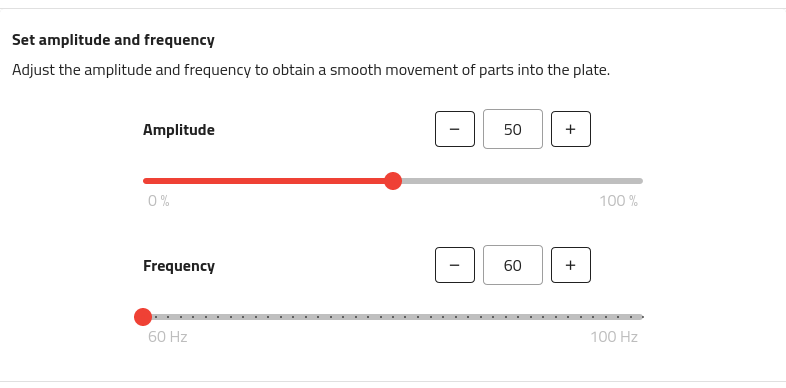
図 139 Asycube 50/80 の振幅・周波数調整について
振幅 アクチュエータに送られる信号の振幅で、最大振幅に対するパーセンテージで定義されます。
振幅を大きくすると、パーツがよりジャンプするようになります。
【レンジ】0-100%
周波数 アクチュエータに送られる信号の周波数です。
部品は、質量、形状、剛性などの要因によって、特定の周波数に反応しやすくなります。
【レンジ】一般的に 60-80 Hz
Asycube 240/380/530
Asycube 240/380/530 では、自動運転中の部品を供給するために専用のホッパーが必要になります。ホッパーは ホッパー調整 で設定して下さい。この設定は全てのレシピで使用されます。
ホッパーの設定は、利用可能な設定のリストから選択できます。初期設定では、最初に利用可能な設定が選択されています。
重要
パージシステムを搭載した Asycube 240 の場合、アジキューブの2番目の出力はそのシステムの操作に必要なため、ホッパーに使用することはできません。
選択されたコンフィギュレーションがAsyfillかアナログ出力の場合、振幅を設定できるスライダーが表示されます(図 140)。
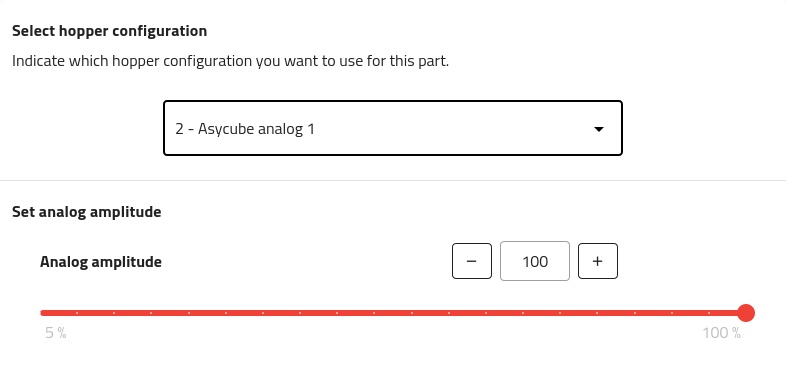
図 140 アジフィルまたはホッパーをアナログ出力で選択する場合は、振幅スライダーが表示されます
ヒント
アナログモードでは、100% または 10V 出力に相当する強度をパーセントで選択できます。
スマートフィーディング設定を調整する
次のパラメータは、振動シーケンスの スマート供給 を設定するのに使われます。
最適な部品数の設定
最適な部品数を算出するには、まずアジキューブ上に何個か部品をランダムに置きます。部品を追加で供給しながら、部品が互いに近づきすぎてきたと思った時に追加供給をやめます。そして、アジキューブ上の部品数を数えてください。これが、最適な部品数になります。
この数値 n を EYE+ Studio に入力します。この数値はスマート供給に必要な数値です。
重要
最適な部品数は、自動運転時にホッパーが起動する際に参照として使います(振動シーケンスの 中の スマート供給 を参照)。
振動の持続時間の設定
供給する部品数は、ホッパー振動の継続時間と振幅で決まります。この調整は、トライアンドエラーにより行われます。
まず、アジキューブから全ての部品を取り出し、ホッパーに部品を入れます。
重要
ホッパーには、自動運転時と同じように部品を載せる必要があります。
をクリックしてホッパーの振動を開始します。
アジキューブ上に落下した部品数を数えます。最適な部品数でない場合は、振動の持続時間を調整し、アジキューブ上に落下する部品数が適当な値になるまで繰り返します。
注釈
最適な個数を供給するまでの時間が長すぎる場合には、ホッパーの振幅を大きくしてホッパー上の部品の移動速度を速くしてから、再度、持続時間を調整するようにすることを推奨します。
重要
標準運転では、ホッパーをシステムに接続するために4つの出力を選択することができます。しかし、Asycube 240にパージシステムを搭載している場合、アジキューブの2番目の出力はシステムを操作するために必要となり、ホッパーには使用できません。このオプションは、ホッパーに使用できる出力として表示されません。また、この場合、出力2を使用したレシピ(他のシステムからインポートしたものなど)は、別の出力を選択するまで自動運転は使用できません。
重要
スマートフィーディングの動作は、システムが使用する関心領域に影響されます。 カスタム関心領域 を使用することで、この動作に影響を与えます。